Molybdenum Wire EDM
Open Table of ContentsClose Table of Contents
What Is Molybdenum Wire EDM?
Molybdenum wire EDM is a wire EDM process that uses molybdenum wire to cut conductive materials. It is typically used in fast-wire or reciprocating-wire systems built for wire durability, heat resistance, and repeated use.
In microfabrication, the key question is where it fits. It can be a strong option for hard conductive materials, narrow profiles, and repeat precision cutting, but it is best evaluated as part of a supplier’s broader manufacturing capability.
Key Takeaways
- Molybdenum wire for repeated-use wire EDM systems
- High wire strength, heat resistance, and lower wire consumption
- Suitable for hard conductive materials, narrow cuts, and repeat profile work
- Performance shaped by machine design, part geometry, and finish requirements
- Supplier selection based on materials, tolerances, inspection, and process range
Why Some EDM Setups Use Molybdenum Wire
High strength and heat resistance
Molybdenum wire is valued for its tensile strength and heat resistance. In machines designed for it, those properties help support stable cutting and reduce the risk of wire breakage during demanding work.
That matters in precision manufacturing because more stable wire behavior can support more consistent results, especially when features are small or the material is difficult to machine.
Designed for repeated wire use
One of the biggest differences how the wire is used. In reciprocating-wire systems, molybdenum wire moves back and forth through the cut and can be reused instead of being consumed in a continuous single-pass feed.
That changes the operating model. The benefit is not only longer wire life, but also lower wire consumption and a process designed around repeat use.
How it differs from brass-wire systems
Brass wire is widely used in conventional continuous-feed wire EDM systems. Molybdenum wire EDM is different because it is usually tied to a different machine architecture and a different wire-handling method.
The better comparison is not which wire sounds better on paper. It is which machine setup fits the material, part geometry, surface finish requirement, and production goal.
When Molybdenum Wire EDM Makes Sense
Hard conductive materials
Molybdenum wire EDM is most relevant for conductive materials that are difficult to machine with conventional cutting methods. Because wire EDM cuts by electrical discharge rather than direct force, it can be effective when hardness or machinability limits other processes.
Fine profiles and narrow cuts
It can also be a strong option for parts with narrow profiles, tight contours, or detailed geometry. Because the process is non-contact, it can help produce fine features without the cutting force that can make delicate shapes harder to control.
Repeat precision cutting
In reciprocating-wire systems, molybdenum wire EDM can be a practical choice for repeat precision cutting where wire reuse and stable operation are part of the value.
It is not the right fit for every job, but it becomes more relevant when precision, repeatability, and operating efficiency all matter.
Industry Examples
Koyo High Precision
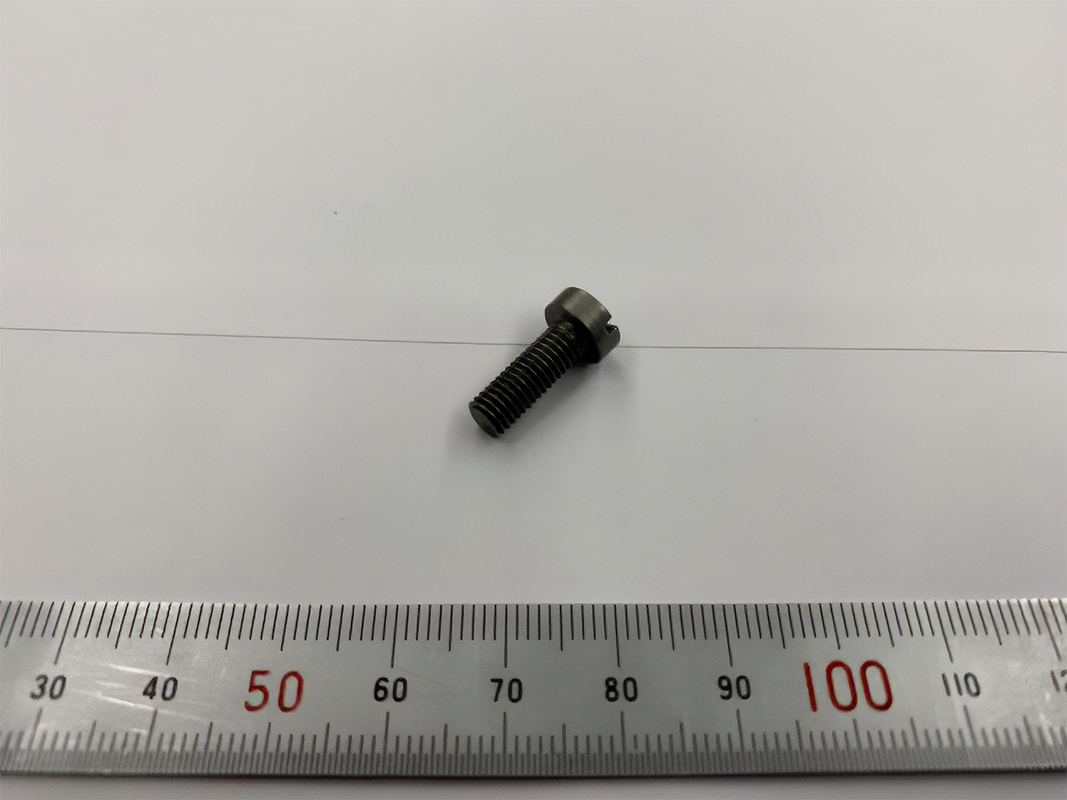
Koyo High Precision lists simple molybdenum machining examples on its materials page. One example is a pure molybdenum M5 bolt.
Source: Koyo High Precision Official Website (https://koyohighprecision.com/materials/#stainless)
| Example |
Pure Molybdenum Bolt |
| Material |
Pure molybdenum |
| Specification |
M5 bolt |
Company Information
| Company Name |
Koyo High Precision Co., Ltd. |
| Location |
Churaku Tamaki-cho, Watarai-gun, Mie 519-0412, Japan |
| Telephone |
+1-847-593-7000 |
| Website |
https://koyohighprecision.com/ |
EDM Performance
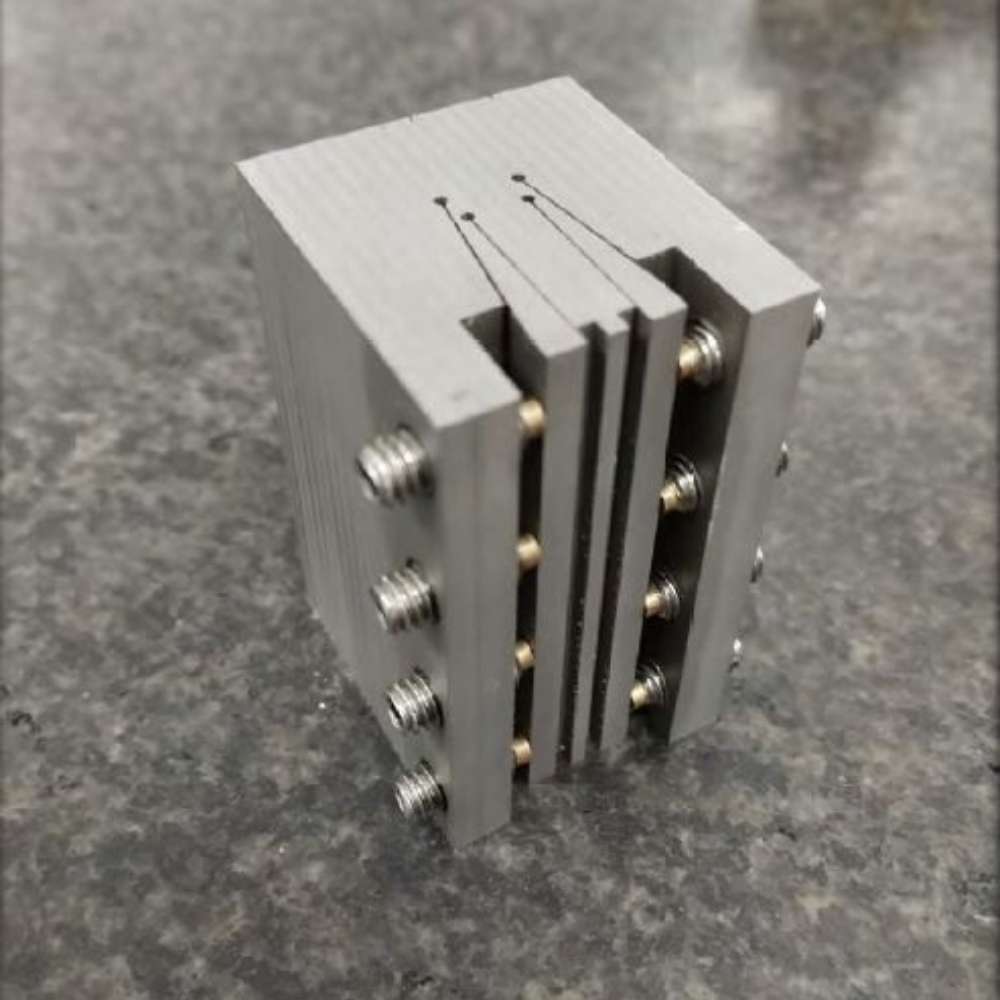
EDM Performance presents application examples for its HB molybdenum wire EDM platform. One clear example is fixture and tooling work with stated finish accuracy and cut time.
Source: EDM Performance Official Website (https://edmperformance.com/hb-molybdenum-wire-edm/)
| Example |
Affordable Fixtures & Precision Tooling |
| Application |
Tooling / fixture work |
| Specification |
+/- .001 finish accuracy; cut time 2 hours |
These examples help show how the process is applied in practice. On their own, they are not enough to compare suppliers, but they do show the kinds of parts and cutting applications associated with molybdenum processing and fast-wire EDM.
Company Information
| Company Name |
EDM Performance Accessories, Inc. |
| Location |
1400 Pioneer St.
Brea, CA 92821
USA |
| Telephone |
1-800-336-2946 |
| Website |
https://edmperformance.com/ |
How Molybdenum Wire EDM Fits Into Microfabrication
One option within a broader process mix
Molybdenum wire EDM is one useful process within microfabrication, not a universal answer for every precision part. It is most relevant for conductive materials, fine profiles, and cutting conditions where non-contact electrical machining offers a clear advantage.
Other methods may be a better fit when the material is non-conductive, the feature type is different, or the job depends on a different balance of speed, surface finish, secondary processing, or throughput.
Why one process name is not enough
That is why supplier evaluation should not stop at whether a company offers molybdenum wire EDM. A better comparison looks at the full process range behind it, including supported materials, achievable tolerances, inspection methods, and the ability to match the right process to the part.
In practice, a preferable partner is usually not the one attached to a single process label, but the one that can select and control the right process for the job.
How to Compare Microfabrication Suppliers
Material support and process range
A strong microfabrication supplier should be able to support the material first, not just advertise a process name. If a company works with difficult conductive materials such as molybdenum, tungsten, or tantalum and can also offer multiple fabrication methods, it is in a better position to choose the right process for the part.
Tolerance control and inspection capability
Precision claims are more meaningful when they are backed by inspection capability. When comparing suppliers, look for stated tolerance ranges, in-house metrology or inspection systems, and clear evidence that quality control is built into the workflow.
Prototype-to-production support
Fast prototype response matters, but long-term support matters too. Capacity, repeatability, and the ability to handle follow-on production all affect whether a supplier remains a practical choice as a project moves forward.
CHECK Finding Your Partner Based on Processing Types
Molybdenum wire EDM uses molybdenum wire in wire EDM systems designed around repeated wire use. It can be a strong fit for hard conductive materials, fine profiles, and precision cutting, but the right choice still depends on the machine, the part, and the required finish.
If you are evaluating suppliers for hard-material or precision microfabrication work, review their process range, material support, tolerance control, and inspection capability together.