Tungsten Cutting
Cutting tungsten is about more than removing material. In precision parts, the challenge is to achieve the required geometry, edge quality, and dimensional stability without damaging the workpiece during processing.
Cutting method depends on part geometry, feature size, tolerance, surface requirements, and production volume. In some cases, conventional machining is suitable. In others, EDM or grinding offers better control for delicate features and tighter tolerances.
This page outlines the challenges of tungsten cutting, common process options, and what to look for in a microfabrication partner for precision tungsten components.
Why Tungsten Is Challenging to Cut
Tungsten is relatively difficult to cut because it combines high hardness with low ductility. It resists material removal, yet it can also crack or chip if cutting conditions are not properly controlled. This makes precision work especially demanding when parts include small features or tight tolerances.
Tool wear is another major concern. Because tungsten is highly abrasive, tools can wear quickly, making consistency harder to maintain over time. Stable machining often depends on rigid setups, low cutting speeds, and careful control of heat and friction.
In practice, successful tungsten cutting depends on minimizing damage, maintaining repeatability, and choosing a process that matches both the material and the part design.
Common Tungsten Cutting Methods
Several cutting methods are used for tungsten parts, and the right choice depends on geometry, tolerance, edge requirements, and production needs. No single process is ideal for every part, especially when precision features or fragile edges are involved.
Milling and Turning
These are often used for standard external features and conventional part shapes. They can be effective, but may be less suitable for fragile or highly detailed features.
EDM
EDM is often selected for tighter tolerances, intricate shapes, and difficult internal features where conventional cutting may offer less control.
Grinding
This is typically used when surface finish, dimensional accuracy, or edge quality needs to be refined. It is often part of a multi-step process rather than the only cutting method involved.
Other methods, including drilling, saw cutting, and waterjet cutting, may also be appropriate depending on the application and part form.
How to Choose the Right Method for the Part
The right tungsten cutting method depends on geometry, tolerance, thickness, edge requirements, and production volume. Different processes fit different part conditions.
Milling or turning may suit simpler external features, while EDM is often more appropriate for intricate profiles, small internal features, or tighter dimensional requirements. Grinding may also be used when surface finish or dimensional refinement is important.
Production scale and material form also matter. Waterjet cutting may be useful for thicker stock or smaller runs, while thin-wall or small-feature parts often require greater emphasis on stability and damage control.
Key Challenges in Precision Tungsten Machining
In production, tungsten machining often becomes a matter of control rather than simple material removal. Even when a part is machinable in principle, maintaining consistency across features, surfaces, and repeated runs can be difficult.
Tool Wear
Because tungsten is highly abrasive, tools can wear quickly, which affects dimensional stability and makes repeatable processing harder to maintain over time.
Damage Control
Thin walls, small features, and tighter internal dimensions can increase the risk of chipping or edge damage, especially if the setup lacks rigidity or the process is pushed too aggressively.
Finishing Process
Surface finish and final dimensional refinement can also require additional process steps. In practice, grinding or EDM may be used not only for cutting, but also for improving tolerance control or feature accuracy where conventional machining alone may be less stable.
For this reason, precision tungsten machining often depends on a controlled process plan, stable inspection flow, and realistic expectations about how the part should be produced.
What to Look for in a Tungsten Cutting Partner
When evaluating a tungsten cutting partner, it helps to look beyond basic machining capability. The more important question is whether the supplier can support the actual needs of the part, from geometry and tolerance to surface requirements and production scale.
Experience with difficult-to-machine materials is a useful sign. Tungsten often requires tighter process control, so it is important to work with a supplier that can explain which methods fit the part and why.
Relevant examples also matter. Thin-wall parts, threaded features, small holes, and tighter internal dimensions can all point to practical experience, especially when backed by inspection support or dimensional reporting.
Examples of Tungsten Cutting
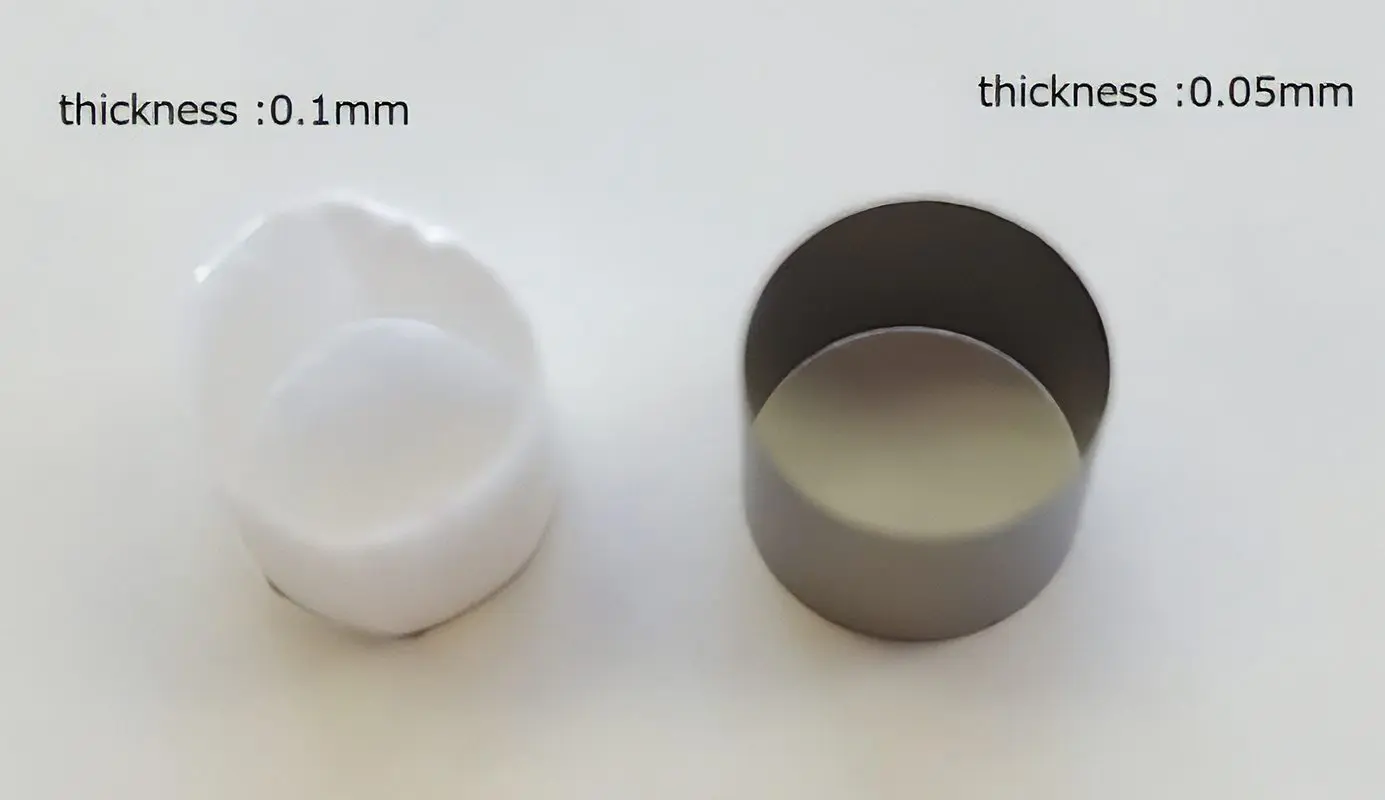
Koyo High Precision
Source: Koyo High Precision Official Website (https://koyohighprecision.com/materials/#tungsten)
- Product thickness: 0.05 mm
- Inner diameter accuracy: ±3 microns
- Surface roughness: Ra0.5
Company Information
| Company Name |
Koyo High Precision Co., Ltd. |
| Location |
Churaku Tamaki-cho
Watarai-gun, Mie 519-0412
Japan |
| Telephone |
+1-847-593-7000 |
| Website |
https://koyohighprecision.com/ |
Midwest Tungsten Service
Source: Midwest Tungsten Service Official Website (https://www.tungsten.com/machining-services)
- tolerance ±0.0005 inch
- inspection department / dimensional inspection reports / machine-to-print
Company Information
| Company Name |
Midwest Tungsten Service, Inc. |
| Location |
540 Executive Drive
Willowbrook, IL 60527
USA |
| Telephone |
+1-630-325-1001 |
| Website |
https://www.tungsten.com/ |
Typical Examples and Applications
Typical tungsten parts can include pins, shafts, screws, thin-wall components, and parts with small internal features. These examples are useful because they show the kind of geometries that often require tighter process control in tungsten machining.
In practical applications, tungsten parts are often associated with environments where heat resistance, dimensional stability, or material density matter. Suppliers in this space commonly reference electronic, medical, aerospace, and high-vacuum applications, although the exact part design and performance requirements vary by use case.
Frequently Asked Questions About Tungsten Cutting
When does EDM become more appropriate than conventional machining for tungsten?
EDM is often more appropriate for intricate profiles, small or deep internal features, and tighter dimensional requirements where conventional machining offers less stability.
What usually limits tolerance stability in tungsten cutting?
Tool wear, setup rigidity, vibration, and edge damage are common limiting factors, especially in smaller features or tighter-tolerance parts.
What makes a tungsten cutting quote more useful?
A better quote usually starts with the drawing, material grade, critical tolerances, expected volume, and inspection requirements.
How should thin-wall or small-feature tungsten parts be approached?
They usually require a process plan that prioritizes stability and damage control over cutting speed.
Conclusion
Tungsten cutting is rarely just about cutting the material. In precision applications, the result depends on process selection, tolerance control, and how well the method fits the actual part.
A practical approach starts with the drawing and builds from the part’s geometry, feature sensitivity, and production requirements.
Compare Options for Tungsten Cutting
Choosing the right approach for tungsten cutting often depends on more than one factor. Process fit, tolerance control, feature sensitivity, and supplier capability can all affect the outcome.
If you are comparing options, it helps to review how different suppliers approach tungsten parts, what types of features they support, and how they handle process planning and inspection.